I appreciate any suggestions etc.
Sheet metal joggle dimensions.
Columnist gerald davis continues a discussion of 3 d cad and precision sheet metal manufacturing in part iii of a four part series focusing on design guidelines for sheet metal.
Next month concludes with the pros and cons of hems jogs and forming tools.
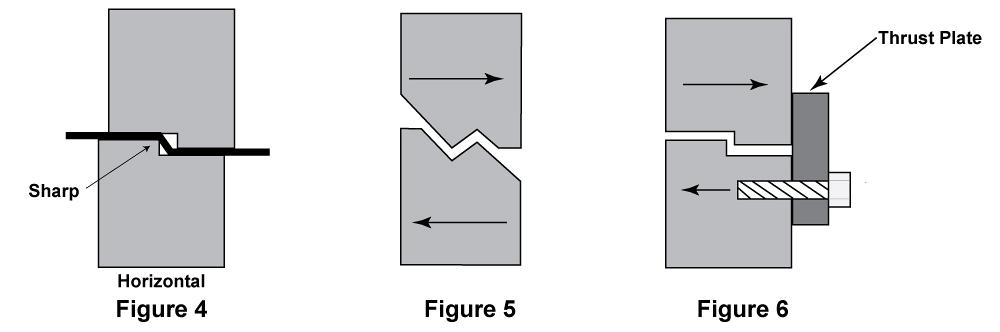
Insert the sheet in the brake and bend the metal up approximately 20 to 30.
1 all manufacturing tolerances used up to that point such as laser cutting tolerances welding tolerances and more 2 all bend tolerances for the entire part added together we call this an uncontrolled dimensions because there are additional tolerances to consider.
Turn the part over and clamp it in the brake at the second bend line.
I have attached a pdf of a part i m working on in inventor.
Hillman 12 in x 24 in cold rolled steel expanded sheet metal.
Bend the part up until the correct height of the joggle is attained.
A joggle is an offset formed to provide for an overlap of a sheet or angle which is projecting in the same plane.
Uncontrolled dimensions contain two different categories of tolerances.
The inside joggle radii should be approximately the same as used for straight bending.
For sheet metal work over 140mm long please see our cnc z bend table.
I tried using the flange but it follows the bend line.
This then becomes an operation for one of our cnc press brakes.
A joggle bend in sheet metal and a joggling tool joggling 5 also known as joggle bending is an offset bending process in which the two opposite bends are each less than 90 see following section for how bend angle is measured and are separated by a neutral web so that the offset in the usual case where the opposite bends are equal in.
Remove the part from the brake and check the joggle for correct dimensions and clearance.
I am needing the joggled area to be vertical as it s shown on the pdf.
Previous editions covered economic order quantity in batch production and the accuracy of things made from rolled sheet stock.